⁺��ܵ����܃�(y��u)�c
�l(f��)�����ڣ�2025-04-16 |
����
�����ղ� �P(gu��n)ע��
⁺��ܵľC�σ�(y��u)��
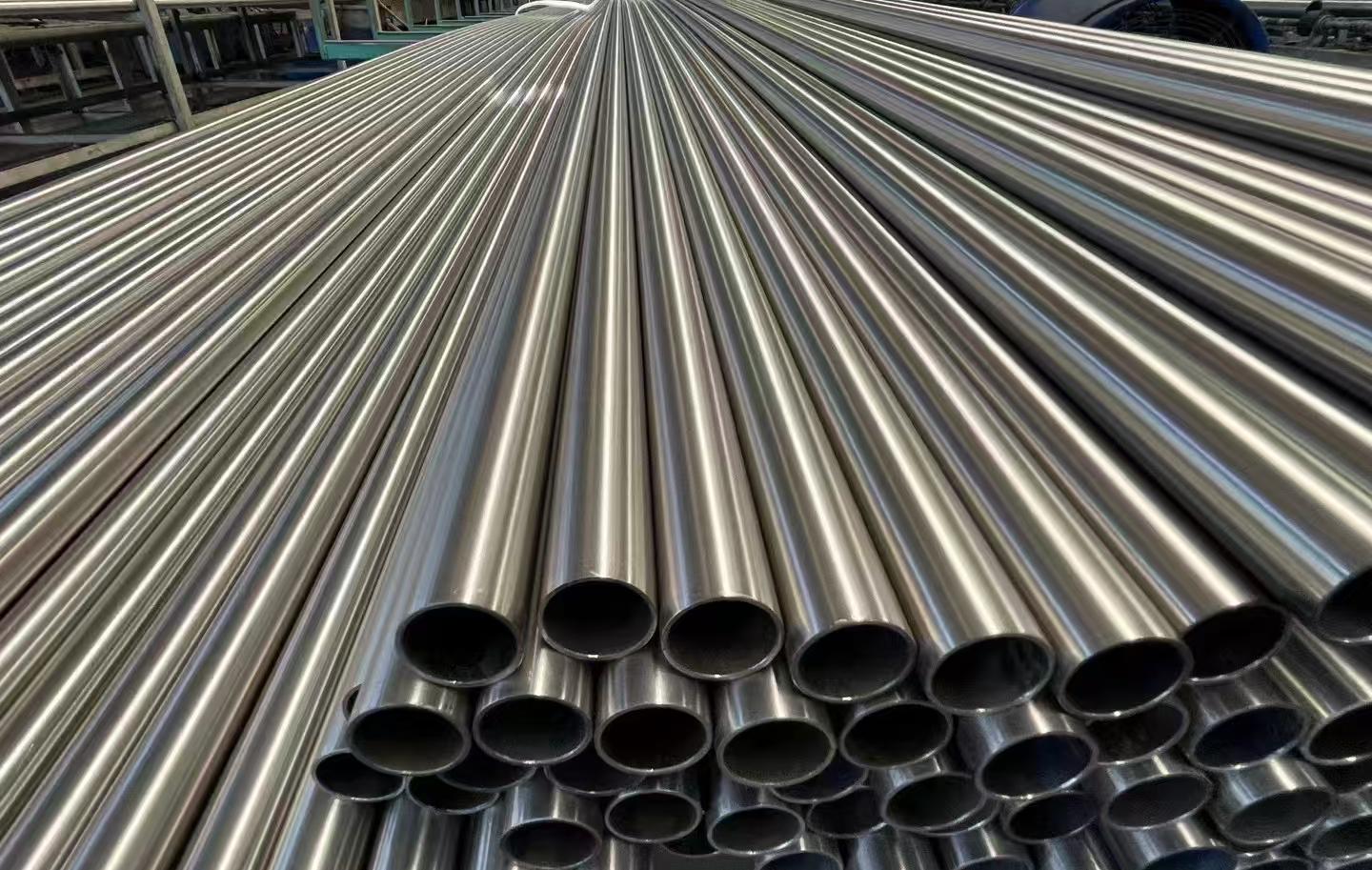
�������Ї����͏��ȡ��ͺϽ� o�p�ܵ����a(ch��n)���g(sh��)���^���죬��һЩ���߉��Լ��Y(ji��)��(g��u)�����ùܷ��棬һ����ú�� o�p�ܡ����ǣ����� o�p�ܳ�Ʒ�ʵ͡���؛�����L�����ص�Ӱ푣�ʹ�ô����l(f��)չ⁺����ѽ�(j��ng)�ɞ�⁹��ИI(y��)��څ�ݡ��c o�p����ȣ�⁺��ܵľC�σ�(y��u)��Խ��Խ���@�����ձ����������W�ȇ��Һ͵^(q��)��⁺�������ȡ���܈�ƹܡ�
����2.1 ⁺����c o�p�����W���ܻ���һ��
�����ԓQ��������������⁼�⁺Ͻ�ܞ��������Ҙ˜ʞ�GB/T 3625—2007�������˜ʞ�ASTMB338��⁺����c o�p���ڻ��W�ɷ֡����W���ܺ�ˇ���ܵ�ָ�˷�������������ͬ���S��⁺��ܺ��Ӽ���̎�����g(sh��)���M��������(n��i)����⁺����ձ���ÆΘ������TIG/PAW ���ۺ��ӣ����Ӻ�����ھ���̎����ˇ��ͨ�^��(y��u)�����ӡ��˻�ˇ��ʹĸ�ġ����p����Ӱ푅^(q��)���@�M�������Ͻӽ���ͬ�r�����˺��ӑ�(y��ng)����ʹ���p�M������ͨ�^���Ȱl(f��)�F(xi��n)��⁺��ܺ��p�ɷ��cĸ�Ļ���һ�£����p���W���ܡ������g�����cĸ�ğo����
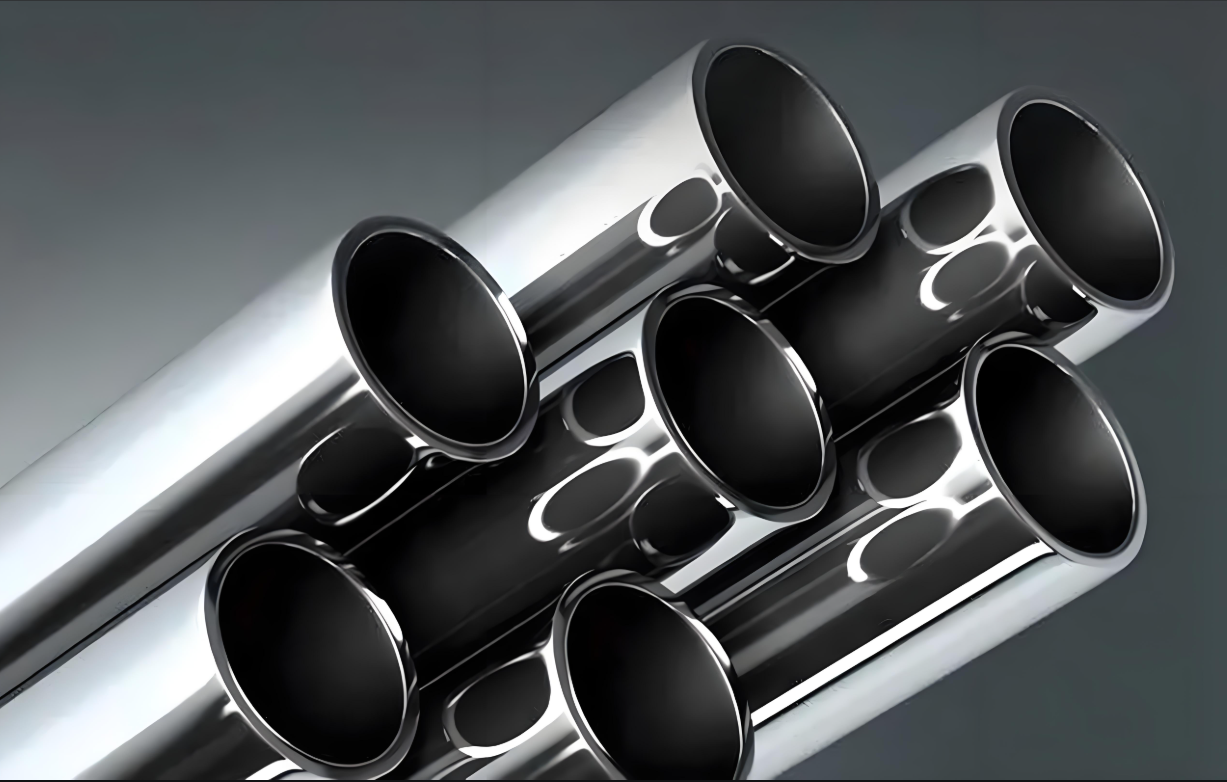
����2.2 ⁺��ܵ����^���|(zh��)����(y��u)�� o�p��
����⁺��ܲ�����܈�������Ӷ��ɣ��ں����ͬ�ĶȺã��❍�Ⱥã��܃�(n��i)���Y(ji��)���������DZ���⁹ܣ��ßo�p܈�ƹ�ˇ���a(ch��n)�����o���_���似�g(sh��)Ҫ�� o�p�ܽ�(j��ng)�^܈�ƻ����ι�ˇ�����y�����ں�1 mm���£���⁺��ܿ��������ں�0.5 mm�����£���(ji��)�s�˴����IJ��ϼ��ɱ���ͬ�r����⁺��ܱں��^�����ɫ@�ø��ߵĂ���ϵ��(sh��)��ȡ�ø��õĂ���Ч����
����2.3 ⁺��ܵijɱ��ͭh(hu��n)����(y��u)��ͻ��
���� o�p�����a(ch��n)��ˇ�^�̏�(f��)�s����Ҏ(gu��)������݁���݁܈�C�����ΙC��һ��Ҏ(gu��)��Ĺ�����(j��ng)�����܈�ƻ����Σ����(j��ng)�^�p���p�ں����a(ch��n)���o�p�ܡ�ԓ��ˇ�^�����a(ch��n)Ч�ʺͳɲ����^�͡� o�p�ĺ��d⁵��ܲģ�ͨ�^܈�ƻ����Σ��������M�^�ɲ���ֻ��50�����ң����ҟo�����F(xi��n)��Ҏ(gu��)ģ�������a(ch��n)�����a(ch��n)����Ҳ�����^�L��







 �֙Cվ���S�a
�֙Cվ���S�a